Los Granjeros Maximizan el Valor del Biofertilizante Procedente del Digestato
Matt Hale, Gerente de Ventas Internacionales de HRS Heat Exchangers, explica cómo las innovaciones en la tecnología de calentamiento, pasteurización y concentración pueden ayudar a las empresas agrícolas AD a prosperar frente a la disminución de los subsidios a las energías renovables.
En los últimos cinco años se ha producido un crecimiento sin precedentes en el sector británico de la digestión anaeróbica (AD), con un aumento del número de plantas operativas de más del 600%, sin tener en cuenta el sector del agua. Además de las instalaciones de tratamiento de residuos de alimentos, aguas residuales y residuos municipales, ahora hay 181 plantas de AD que tratan una variedad de materias primas agrícolas como estiércol, lodos y restos procedentes de cultivos**.
Los beneficios de AD en la granja
Es fácil ver por qué la AD en la granja ha demostrado ser tan popular. Víctimas de las guerras de precios de los supermercados, el aumento de las facturas de energía y los volátiles mercados de productos básicos, muchos de los agricultores de Gran Bretaña están luchando para seguir siendo rentables y también están bajo presión para reducir los altos niveles de emisiones de gases de efecto invernadero. El procesamiento de residuos agrícolas orgánicos a través de una planta AD in situ es una opción de diversificación ordenada que permite a los agricultores permanecer dentro de la agricultura. Proporciona una solución de gestión de residuos respetuosa con el medio ambiente, ayudando a reducir sus emisiones; Ggnera biogás que puede convertirse en electricidad, calefacción o biometano para su uso in situ o para ser volcado a la red, ayudando a reducir sus facturas energéticas y quizás lo más importante, produciendo un biofertilizante, que es el digestato. No sólo la producción de digestato puede reducir significativamente las facturas de fertilizantes de los agricultores, sino que también devuelve nutrientes valiosos como nitrógeno, potasio y fósforo a los terrenos de cultivo, ayudando así a asegurar el futuro de la agricultura británica.
Asalto del Gobierno a las Renovables
Sin embargo, la reciente política gubernamental no ha reconocido estos beneficios. Tan pronto como la industria anunció la 400ª planta de AD en julio de 2015, el nuevo gobierno conservador pisó el freno de golpe, eliminando tanto la pre-acreditación para el FIT (Feed-in Tariff) como la exención de AD del Cambio Climático Levy. Aunque la DECC ha confirmado recientemente su compromiso de reintroducir la pre-acreditación para el FIT, su ambición sigue siendo sorprendentemente baja: el gobierno proporcionará apoyo para un máximo de alrededor de 20 MW de capacidad adicional de AD cada año entre 2016-19. Esto sólo es comparable con el despliegue de la industria de 48 MW en 2014.
Con el gobierno sentando las bases para el futuro de la subvención cero, es por lo tanto más importante que nunca que las plantas AD se operen de manera eficiente, con cada uno de los aspectos del proceso optimizados, para asegurar el máximo retorno sobre la inversión.
Los operadores responsables de hoy mantienen la producción de digestato firmemente como un pilar básico de su negocio. Comprenden que la creación de un producto final de calidad, que también puede ser vendido a otros agricultores – usando la menor energía posible – es esencial para que la planta AD sea rentable y siga atrayendo inversiones.
Pasteurización de digestato eficiente
Para que el digestato sea visto como un producto, no como un desecho, debe pasteurizarse según las normas de certificación PAS 110. Esta acreditación permite a los agricultores tener la seguridad de que el producto puede ser aplicado a los cultivos. El sistema de pasteurización de lodos de 3 tanques de HRS Heat Exchangers logra este propósito utilizando hasta un 70 % menos energía que otra tecnología existente. El sistema funciona de la siguiente manera: mientras se llena un tanque, el segundo tanque mantiene el digestato por encima de 70°C, al tiempo que se vacía el tercer tanque, durando cada proceso aproximadamente una hora.
Tradicionalmente, los sistemas que calientan el digestato en un tanque usan una camisa de calentamiento y luego después de que esta haya cumplido su cometido, se vacía el calor. El sistema HRS, sin embargo, emplea recuperación de energía y es hasta dos o tres veces más eficiente. Al transferir energía de los lodos más calientes (pasteurizados) a los lodos más fríos (no pasteurizados), el consumo de energía se reduce en un 70%, maximizando el calor que de otro modo habría sido desperdiciado. Esto también evita la necesidad de instalar una fuente de calor adicional, como una caldera de biomasa, que podría incrementar los costes del proyecto.
Reducción de costes
Debido a que cada vez más agricultores buscan reducir los costes en cada proceso de la planta AD, los eficaces sistemas de pasteurización de hoy ofrecen las mejores soluciones, con un menor tiempo de inactividad y una mayor producción de digestato. A diferencia de los tubos lisos utilizados en los intercambiadores alternativos, el tubo interior del sistema HRS es ondulado, lo que aumenta la transferencia térmica mediante la creación de turbulencia adicional y también ayuda a reducir la suciedad, por lo que se disminuye el tiempo de inactividad y mantenimiento.
Flexible y adaptable
Las reservas de digestato pueden fluctuar, dependiendo del volumen de materia prima que se está procesando. Por lo tanto, es importante que los operadores utilicen un sistema de pasteurización que sea capaz de realizar un proceso continuo, incluso cuando disminuyan las existencias. La adición de cuatro sondas de temperatura de nivel de HRS -tres en el fondo de cada tanque y una en la parte superior- permite que los tanques puedan llenarse a la mitad de capacidad si la demanda o el caudal disminuyen, permitiendo una producción continua y flexible de digestato. Sin estas sondas, el sistema se pondría en marcha lentamente, esperando que los tanques se llenaran, lo que no sólo requeriría más calor, sino que también implicaría el gasto de ralentizar la producción o parar el sistema y reiniciar.
También es imperativo que un sistema de pasteurización se adapte a las necesidades de una planta individual. Los operadores de AD ahora están exigiendo cada vez más sistemas que ofrecen un consumo mínimo, escalabilidad y un plazo de entrega flexible. En HRS, todos estos parámetros son estándares.
Trazabilidad
Pero quizás el factor más importante para cualquier productor de digestato que busque comprar un nuevo sistema de pasteurización es la trazabilidad. La capacidad de rastrear un lote de digestato a sus orígenes es invaluable y es una de las características más importante del sistema HRS, ya que utiliza el software interno de la empresa para asegurar que sus clientes siguen siendo responsables y compatibles en todo momento con las normas PAS 110.
Superando los problemas de almacenamiento de Digestato
Sin embargo, mientras que la tecnología de transferencia térmica y pasteurización está ayudando a los operadores AD a crear un digestado de calidad, los volúmenes que se están produciendo pueden ser difíciles de manipular. Una típica planta de 1,5 MW genera hasta 40,000 TPA de digestato líquido, lo que conlleva importantes desafíos económicos y logísticos asociados con su almacenamiento y transporte. Y como la mejor práctica dicta que el digestato no se puede aplicar a la tierra durante un año, el almacenamiento de digestato es un punto importante que deben considerar los operadores de AD. De hecho, la propagación de digestato en el momento equivocado del año, cuando el cultivo es incapaz de aprovechar al máximo sus nutrientes, reduce su valor, puede dañar los cultivos y contaminar el medio ambiente.
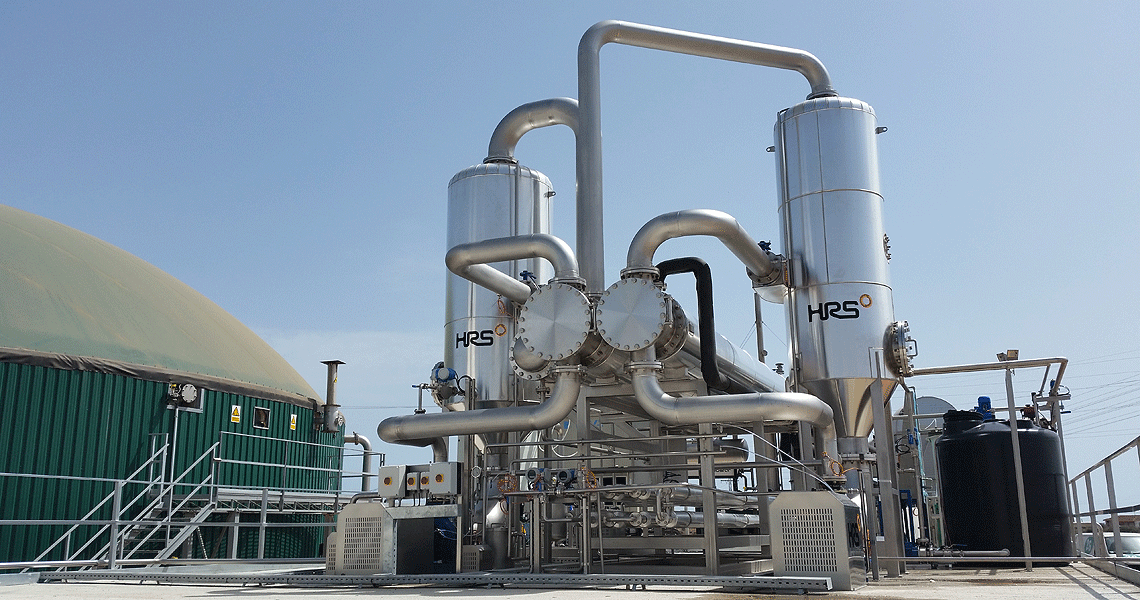
Reducir la fracción líquida puede ayudar mucho a superar estos problemas. El Sistema de Concentración de Digestato (DCS) de HRS sobrecalienta el digestato líquido en vacío, aumentando la materia seca típicamente del 4% al 10 %, reduciendo así el volumen total del digestato producido. Esto significa que se necesita hasta un 60 % menos de capacidad de almacenamiento; se necesitan menos cargas, lo que ayuda a reducir los costes de transporte y la huella de carbono de la planta. El agua extraída por el proceso se recupera y puede mezclarse con la materia prima AD, aumentando la eficiencia del digestor y reduciendo la cantidad total de energía y agua utilizada.
Supervivencia del más apto
El uso de la tecnología inteligente de la transferencia térmica, la pasteurización y concentración podría ayudar a los agricultores a recuperar casi la mitad del calor producido por su planta AD y ayudarles a producir un biofertilizante de calidad, al mismo tiempo que ahorran en costes y energía. Maximizar el valor del digestato dará a los operadores AD la mejor oportunidad de no sólo sobrevivir, sino de prosperar ante los subsidios gubernamentales inciertos.