


Product & Process Trial Systems
The heat exchanger design process involves several steps: (See: How to Design a Tubular Heat Exchangers)
- Analyzing the application
- Identifying the fluid properties
- Solving the energy balance
- Defining the heat exchanger geometry
- Thermal design
- Design interpretation
- Mechanical design
In most cases, due to HRS’s vast experience in heat exchanger design, application, product properties and manufacturing, makes it possible to propose a fully guaranteed design.
However, there are situations where further investigation is needed for designing the perfect solution. Customers don’t always have detailed product information, so the application must be investigated.
Questions we ask:
- Will the product viscosity change when being heated or cooled (often the case in food industry)?
- Will the product deteriorate during thermal treatment (color change, change in organoleptic properties: vital for food industry/pasteurization applications)?
- What is the best pump for the product?
- Can the product be evaporated to a high degree of concentration (applications for environmental waste concentration)?
- Can the solids contained be crystallized and separated (environmental waste concentration and zero liquid discharge applications)?
- Is fouling a problem to be considered (food and environmental applications)?
To provide the answers product or process trials are required. HRS offer the following services:
PRODUCT RHEOLOGY ANALYSIS
Viscosity is one of the most important fluid parameters in heat exchanger design. Often (especially in the food industry) products have elevated viscosities. Incorrect information of viscosity can lead to the following:
- Overestimation of heat transfer coefficient leading to underperforming designs.
- Incorrect calculation of fluid pressure drops.
HRS can measure products viscosities, including full analysis of non-Newtonian fluid behaviour (changing viscosities with product shear rate/velocity).
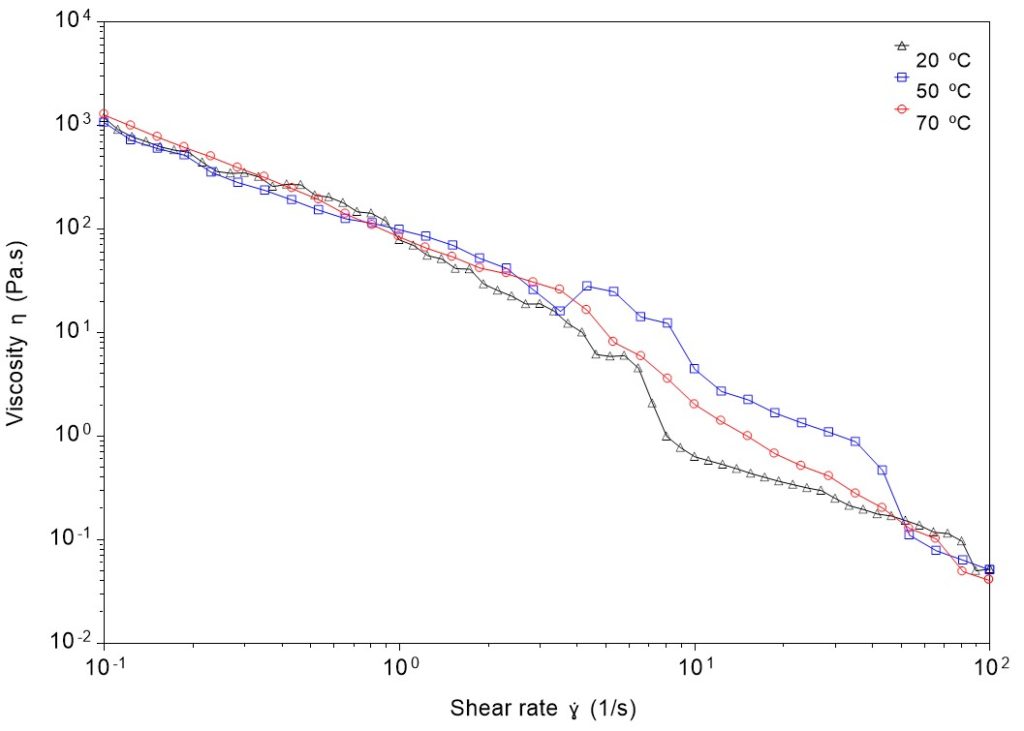
The HRS design program calculates the shear rates of the fluids. Having a graph with viscosity measurements such as the one above makes it possible to select the correct viscosity for the heat exchanger design.
Usually a product quantity of 500 – 1000 ml is enough for a full rheology analysis.
BP PISTON PUMP TRIALS
The HRS BP pump is designed for processing of viscous fluids, the kind of products that are not always fully identified. The HRS BP piston pump was designed to work on food products with particulates, but customers prefer to see with their own eyes how the product is treated. To accommodate this, HRS offer BP piston pumps for trials. The BP pump & hydraulic pack is sent to the customer to install and test during for an agreed rental period. All product trials are subjected to a trial or rental contract with fee. Various trial pumps are available on request.

SCRAPED SURFACE HEAT EXCHANGERS TRIALS
HRS offers two kinds of scraped surface heat exchanger (SSHE) solutions:
R Series Trials
The HRS R Series rotating scraped surface heat exchangers are ideal for thermal treatment of very viscous products or for products with high tendency to fouling or scaling. The standard R series trial model is an R1 2m (one-two meter inner tube). Trial models are available worldwide.

Unicus Series Trials
The HRS Unicus Series reciprocal scraped surface heat exchanger is ideal for large duty thermal treatment of viscous and fouling / scaling products. The standard U series heat exchanger available is a U3 1m (three one-meter inner tubes). Trial models are available worldwide.

All BP, R and U trial models are available under a rental contract.
LAB SCALE EVAPORATION PILOT TRIALS
For the initial evaluation of evaporation applications HRS has an inhouse lab scale evaporation plant:

Consisting of:
- Rotavap Evaporator
- Cooling Water Unit
- Pressure Controller
- Vacuum Unit
With the lab scale evaporator, the following can be evaluated:
- The level the product be concentrated to
- Fouling behaviour during concentration
- A Zero Liquid Discharge process be designed for the product
- The physical properties of the concentrated product
- The quality of the evaporated water
- If after treatment to this water needed
Any product (fresh or concentrated) or evaporated water can be tested for any parameter, some of which can be measured in house, others by using external laboratories. Evaporation tests can be done at any pressure between atmospheric and very low vacuum.
The objective of the lab scale evaporation trial is to assess whether an industrial evaporation process is feasible. Two litres of product are usually enough for the initial evaporation test.

INDUSTRIAL EVAPORATION PILOT PLANT
The HRS evaporation pilot unit is used to provide a more detailed study of the application than with the lab scale test. Trial units are used for measuring the design parameters needed for offering guaranteed industrial full-scale plants. The key parameters evaluated are:
- Evaporation heat transfer coefficient
- Product pressure drop
- Maximum product concentration
- Steam/product separation
- Product physical properties
- Condensate properties

The HRS pilot plant contains all the equipment for simulating a single stage evaporation process:
- 1 x K Series corrugated tube evaporator (CTHE)
- 1 x Unicus scraped surface evaporator (SSHE)
- Product recirculation pump
- Steam/product separation tank
- Hot water loop
- Condenser
- Cold water loop
- Vacuum system
The pilot plant is equipped with all instrumentation needed to assess all process parameters and includes a control panel complete with HMI for automatic operation. The evaporation plants are transported for trials at the customers’ site and are available from all HRS global locations.
In HRS Spain we offer the possibility to perform evaporation trials with an in-house pilot plant. All we require is the customer product.
All trials are subject to contract.