Heat Exchangers Improve Petfood Meat Slurry Quality
Challenges
The client is a leading Australian supplier of poultry products, producing a range of butchered and prepared chicken products and therefore also generates waste in the form of trimmings and material not required for human consumption, such as ground chicken necks, backs and feet. These are produced in the form of such as meat slurry and mechanically deboned meat (MDM).
Until now this material was treated as a waste product, but the client was keen to improve the value of this material as a high-quality pet food ingredient. To improve the quality and shelf life of the product, as well meeting Australian regulations, it is necessary to keep the product at an appropriate temperature (below 4°C).
The Design Process
Because of the highly viscous nature of the material, and the risk of freezing during cooling, it was determined that a scraped surface heat exchanger would thoroughly mix the product during cooling and prevent freezing.
The thick, viscous nature of the material means that a phenomenon known as ‘slugging’ can occur. This means a channel of warmer product travels down the centre while the product at the tube wall does not move. As the cooling medium (glycol) is less than -5°C, this creates the risk that the product at the tube wall will freeze, while the material in the centre is not cooled sufficiently.
The Solution
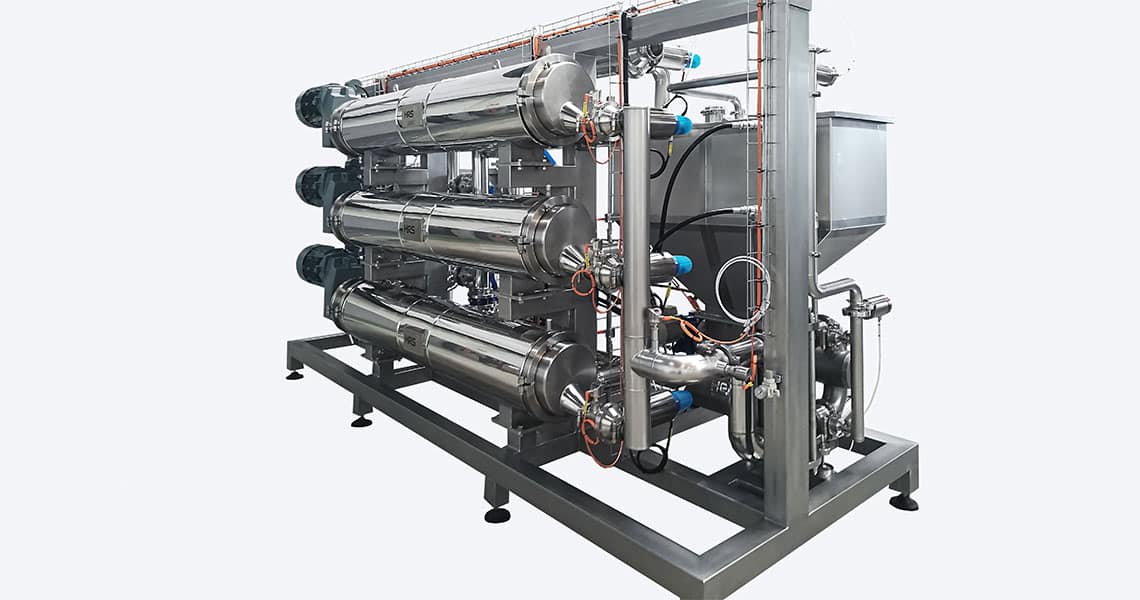
The chilling system is based on three HRS R3 Series scraped surface heat exchangers providing continuous cooling. Using three units in a parallel arrangement means that any two heat exchangers can continue to work while the third is cleaned, serviced or just on stand-by. However, at times of peak production all three units can be run simultaneously.
To ensure efficient and reliable operation with this difficult product, HRS adapted the internal scraper configuration to achieve the high performance necessary, while implementing a heavy-duty gearbox to withstand the higher torques required to keep the product moving.
As well as the main heat exchangers, the system supplied included a receiving hopper with auger feed, an HRS BP8 piston pump (which is ideal for viscous materials) to propel product through the system and the necessary heat exchangers and pump for the glycol cooling system, as well as the standalone control system.
Conclusion
The final stainless steel, skid-mounted system is capable of treating up to 3.5 tonnes of product an hour, reducing the temperature form 23°C to 3.5°C in around four minutes.