HRS’ unique scraped surface heat exchangers deliver superior heat transfer
HRS Heat Exchangers has created its unique R Series of rotating scraped surface heat exchangers from scratch to provide excellent heat transfer and performance.
The range R Series of heat exchangers was designed without reference to existing types of scraped surface heat exchangers (SSHE). As a result, the HRS R Series of SSHEs boasts a number of unique features:
- Patented helical blade scraper bar design
- Unique gearbox design to reduce noise
- Multitube options to reduce footprint, energy consumption and operating costs
- Unique sealing system to allow removal of individual tubes
Why use SSHEs?
SSHEs prevent product build up on the surface of the tube and improve the mixing within the product or material being treated. They are used for viscous food products such as creams and sauces, and for high fouling waste products such as slurries.
Because of the increased resistance within the tube, SSHEs can create much higher pressure drops than open tube heat exchangers. A higher pressure drop means more pressure (and therefore more energy) is required to operate the equipment. The HRS R Series has a unique design to reduce this pressure drop.
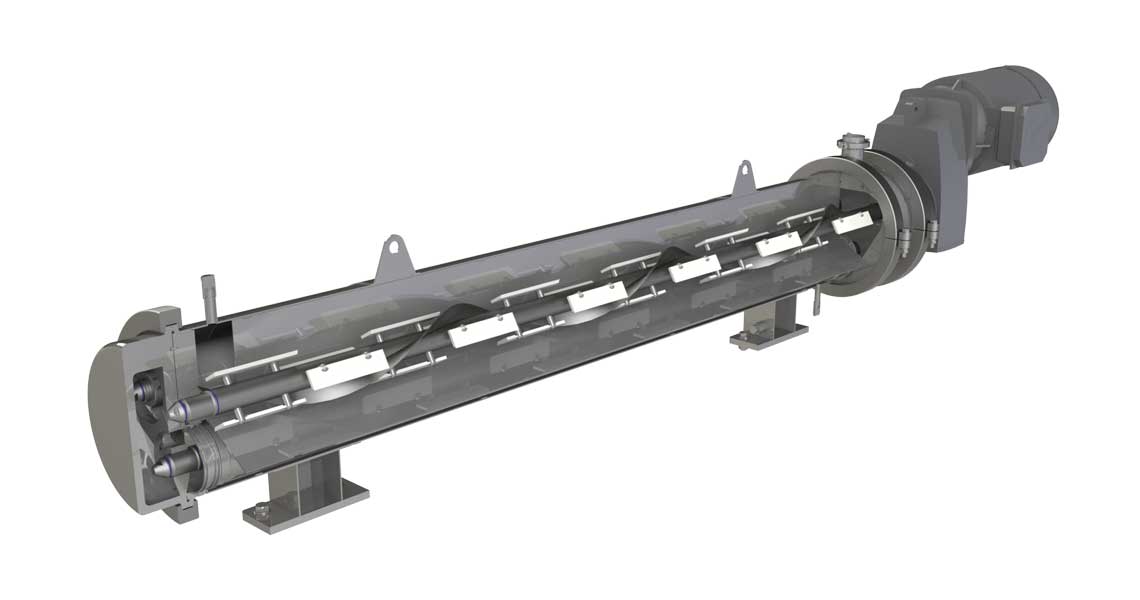
The patented R Series helix
The HRS R Series uses a unique helical screw, which resembles an auger wrapped around the scraper bar. The key to this patented design is the gap between the edge of the helix and the tube surface, which provides three important benefits.
- The pressure drop is reduced along the heat exchanger, particularly for difficult high viscosity products. Not only does this reduce energy consumption, it also helps to maintain product identity and quality
- The second benefit is that the gap increases turbulence at the tube wall, helping to reduce fouling and improve mixing.
- The helix can be used to recover product. Depending on the product and configuration of the heat exchanger, up to 90% of product can be recovered.
Details make the difference
While the patented helix is the main feature of the R Series, there are other unique design elements which make it superior to other SSHEs. The R Series is available in both single- and multi-tube versions (containing three and six tubes per units). The multitube versions use a single motor and gearbox to reduce costs and complexity, and the space required. A unique sealing system allows, individual tubes to be removed for cleaning or inspection.
A unique gearbox design reduces operation noise, making the R Series ideal for working environments such as food factories, while standard features include a hygienic stainless-steel construction, and units which are fully insulated and cladded.
Versatile R Series
The R Series has also proved incredibly versatile since it was first designed. As well as the standard single- and multi-tube versions, an ATEX version for use in explosive atmospheres and the oil and gas industry has been developed. A heavy-duty version (RHD Series) is also available for particularly viscous materials, as well as a multi-pass version (RMP Series) where a large heat transfer area is required.
Trial units are available for testing and evaluation around the world, and the engineering and development team at HRS continues to develop and adapt the R Series for new applications and processes.